
某大功率柴油机主轴瓦化瓦原因分析及预防措施
发表于 2024-11-18 17:13
导读
随着工业的快速发展,大功率柴油机应用市场越来越广,如船舶动力、社会发电、油田钻井等。
为了满足客户在各种工况下发动机反应速度的需要,柴油机在出厂前要进行发动机的磨合试验和性能试验,但在试验过程中会出现各种质量问题。
某大功率H12V190ZL型柴油机额定功率为1740kW,转速1500rpm。
该发动机在磨合试验过程中,柴油机呼吸器突然冒蓝烟,发动机被迫人工紧急停车,发动机无法顺利进行试验,拆检机器发现主轴瓦化瓦。
本文以主轴瓦化瓦为例进行原因分析。
一、主轴瓦的结构和运动特点
1、主轴瓦的结构形式
该机型柴油机采用对开式上下主轴瓦,结构分为:钢背、合金层、镀层。
2、主轴瓦的运动特点
主轴瓦是安装在机体主轴承孔内,直接与曲轴主轴颈接触,轴瓦与曲轴轴颈之间采用机油润滑方式,如果润滑不良,轴瓦与轴颈之间就存在直接的摩擦,摩擦会产生很高的温度,虽然轴瓦是由特殊的耐高温合金材料制成,但发生直接摩擦产生的高温仍然足以将其烧坏。
主轴瓦还可能由于负荷过大、温度过高、润滑油存在杂质或黏度异常等因素造成化瓦。
二、故障情况
1、故障现象描述
一台机型为H12V190ZL大功率柴油机在磨合试验过程中出现呼吸器冒蓝烟,柴油机转速和功率急剧下降,柴油机紧急人工停车,拆下曲轴箱观察盖发现曲轴主轴颈处有铝片挤出。
拆检机器发现:主轴瓦化瓦。
另两台该机型柴油机在试验过程中,也出现上述现象。
2、故障件检查情况
对三台故障柴油机进行拆检,拆检过程中,技术人员全程跟踪,对横拉螺栓的扭矩、主轴承螺栓的拉仲量和回弹量、连杆螺栓的扭矩等项点进行了验证,验证结果符合技术要求;按照工艺要求进行拆卸主轴瓦,主轴瓦按照顺序放好,三台故障机的主轴瓦均出现如下问题:①主轴瓦合金层大面积脱落见图1;②主轴瓦上出现大量v型划痕见图2。
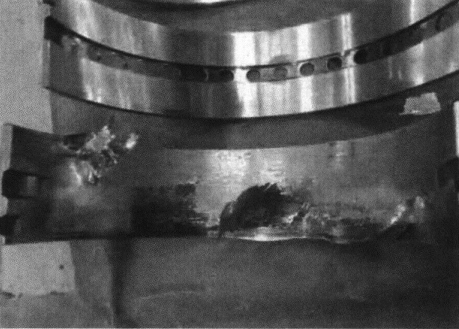
图1 合金层脱落
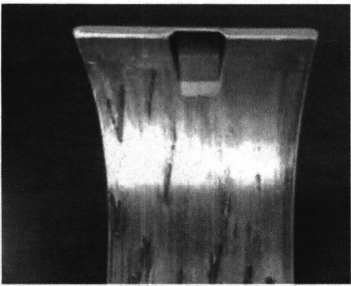
图2 合金层出现v型划痕
三、故障原因分析
通过对故障机进行拆检,根据主轴瓦化瓦现象分析,造成主轴瓦化瓦的原因是主轴瓦合金层大面积脱落。
而合金层脱落的直接原因是曲轴与轴瓦之间润滑不充分,造成曲轴与轴瓦之间的油膜划破,使轴和轴瓦干摩擦,引起温度升高,在高温作用下轴瓦熔化和曲轴黏着在一起,曲轴高速旋转后合金层脱落。
导致主轴瓦化瓦的可能原因:
一是主轴瓦本身存在问题;二是由于设计问题、装配问题、机体曲轴加工问题、试验问题、清洁度问题等造成的其他问题。
基于此问题建立主轴瓦化瓦故障树见图3。
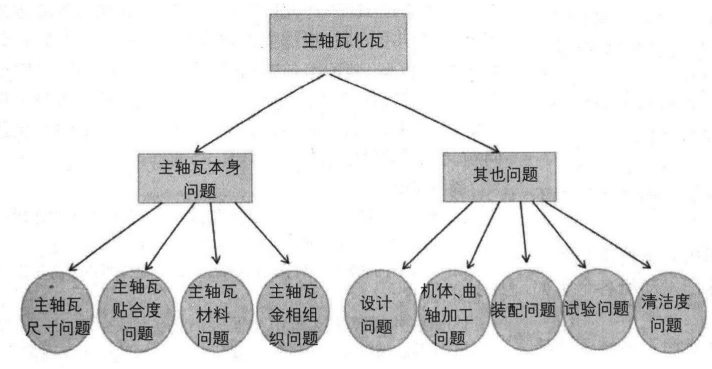
图3 鱼骨图
1、主轴瓦本身问题
(1)主轴瓦尺寸问题
主轴瓦的尺寸出现问题,发动机在工作中,出现主轴瓦化瓦的可能性较大,因此,质量管理中心对该批次配送来的主轴瓦进行随机抽样,抽样结果显示,主轴瓦主要尺寸测量结果符合图纸上的技术要求见表1。
(2)主轴瓦贴合度问题
主轴瓦安装在主轴承座孔内,技术要求:压紧状态下,外圆面的贴合度应不小于钢背面积的85%,补贴和面应呈5散5布,其中最大集中面积应不大于钢背面积的10%。
对随机抽样的主轴瓦,利用红单粉在主轴承座孔内壁涂抹均匀,主轴瓦安装到主轴承孔内按照工艺要求进行安装,压紧后拆下主轴瓦,观察上下主轴瓦钢背贴合度,贴和面积符合技术要求,轴瓦的散热情况较好,也说明在半瓦高度合格的情况下,轴瓦与座孔的过盈量充足。
因此,可排除主轴瓦钢背贴合度不良、散热效果不好造成主轴瓦化瓦的因素。
(3)主轴瓦材料问题
主轴瓦各层的材料成分直接决定主轴瓦承受对该批次配送来的主轴瓦进行随机抽样,将主轴瓦送至质量管理中心理化实验室,对主轴瓦的合金层、钢背、镀层材料进行检测,检测结果符合技术要求见表2、表3、表4。
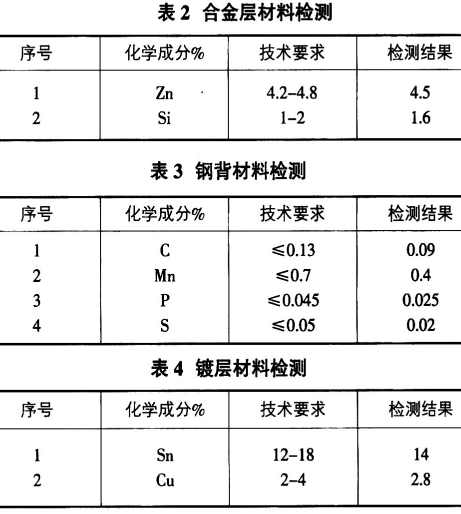
(4)主轴瓦的金相组织问题
对该批次配送来的主轴瓦进行随机抽样,对主轴瓦进行金相组织检测,金相显示轴瓦的分层与图纸相吻合见图4。
图4 主轴瓦金相组织
2、其他问题
(1)设计问题
此主轴瓦不仅在该机型上使用,在同类结构的机型也广泛使用,该机型前期装机也全部使用此主轴瓦,均未发生过主轴瓦化瓦问题,因此可以排除设计的问题。
(2)机体、曲轴加工问题
机体主轴承座孔尺寸和主轴瓦钢背配合,主轴承座孔的尺寸大小直接决定主轴瓦安装后瓦孔尺寸,尺寸过大,曲轴主轴颈与主轴瓦之间的间隙过大,润滑不良;
曲轴主轴颈和主轴瓦合金层配合,曲轴主轴颈的尺寸大小直接决定曲轴安装后,主轴瓦和曲轴主轴颈之间的间隙,间隙过大或过小都影响曲轴和主轴颈之间的润滑效果;
技术人员检查该机型机体配送记录,记录显示各主轴承座孔尺寸符合技术要求;
检查曲轴配送记录,各轴颈尺寸符合图纸要求;
因此可排除机体瓦孔尺寸和曲轴轴颈加工问题。
(3)装配问题
装配问题主要包括装配人员资格问题、扭力扳手问题、工艺执行问题:
①人员资格问题:
主轴瓦质量问题出现后,技术人员根据装配记录装配人员签字情况,对参与该机型装配的人员进行人员资质审查,经查,参与该机型发动机装配的操作者均为内燃机装配高级工,上岗前由技术人员进行了培训并考试合格。
后续装配过程中,对装配过程进行多次工艺***,装配人员完全按照工艺要求进行装机,未发现违反工艺现象;
②扭力扳手问题:
技术人员对该机型所涉及的扭力扳手校验记录进行检查,检查结果;扭力扳手检验严格按照某公司《扭力扳手校验方法》进行校验,“一天或者装配5台机器进行校验”;技术人员对扭力扳手校验过程进行检查,未发现有违反相关规定的现象,另该机型在拆检过程中,对主轴承螺栓的拉伸量、横拉螺栓的扭矩进行了检查,检查结果符合技术要求;
③工艺执行问题:
工艺问题是影响发动机质量重要因素,操作人员不按照工艺进行装配,发动机的各个参数都会产生变化,影响到发动机的各个零部件,最终发动机发生质量问题。
该机型配有相应的《工艺规程》,工艺规程中明确了工装、计量器具、设备等要求,技术人员对操作人员后续装机进行全程监控,操作人员的装配流程和使用的工具完全符合《工艺规程》中的相关要求。
(4)试验问题
发动机的试验是检验发动机性能的重要环节,但操作人员为了节省时间,加快生产进度,偶尔会出现发动机开机后突加突减负荷,造成发动机出现重大质量问题;技术人员检查该发动机试验记录,记录显示,该机型进行了发动机对中、泵油、起动试验、磨合试验,该机器完全按照该机型发动机试验大纲进行试验,相关试验流程和测量记录符合发动机试验技术条件要求。
四、结论
发动机在工作中,硬质颗粒夹杂在机油中经油孔进入主轴瓦,硬质颗粒在曲轴高速旋转下,嵌入主轴瓦合金层后沿着曲轴的旋转方向被碾碎形成V字形,曲轴长时间旋转,造成曲轴与主轴瓦之间润滑不良,温度升高,导致主 轴瓦合金层大面积脱落,最后造成主轴瓦化瓦。
根据以上原因分析,最终确定造成该机型主轴瓦化瓦的原因为机油滤清器滤后零部件清洁度不合格。
五、预防措施
针对主轴瓦化瓦为机油滤清器滤后零部件清洁度不合格问题,制定如下预防措施。
①发动机在装机体、曲轴前,使用内窥镜检查各油孔清洁度,观察滤后油管内壁清洁度,保证发动机各个零部件清洁度合格后方可装机见图5。
图5 油管清洁度检查
图6 整机透油装置示意图
②在发动机试验前增加大型发动机润滑系统透油清洁装置(简称透油装置)图6,通过该装置将发动机油底壳、主油道、油冷器、油滤器以及润滑系统管路形成闭式回路,精确控制冲油装置中润滑油的温度、压力,模拟发动机运行过程中润滑油的流动状态,在完成发动机装配后进行出厂试验前,使润滑油在润滑系统内循环流动,实现对各零部件反复冲洗。
同时,在系统中设置有过滤器对进入发动机润滑系统的润滑油进行精确过滤,过滤器设置有磁棒检测装置,通过检测磁棒表面吸附的颗粒物情况,保证装机后的零部件清洁度达标。
六、效果验证
为了验证H12V190ZL型柴油机主轴瓦化瓦的原因为零部件清洁度问题,根据生产情况,用该批次的主轴瓦装配3台该机型,装配之前对机体、曲轴、连杆、油管等零部件进行了清洁度检查,装配和试验过程均由技术人员全程监督,3台柴油机在整个试验过程中均未发生主轴瓦化瓦问题,制定的预防措施有效实用。
参考文献:
[1]黄世元,黄学息质量管理体系培训教程[M].中国质检出版社,中国标准出版社,2016.
[2]焦凤菊.机械零部件清洗及清洁度控制技术【M].化学工业出版社,2018.
[3]徐兵.机械装配技术[M】.中国轻工业准出版社,2005.
[4]冯明志.柴油机,中国船舶重工集团公司第七一一研究院,2016
原创作者系:
中国石油集团济柴动力有限公司
吕亚斌、周生彬、王洪波、刘蒙、李晓鹏
免责申明:本文来自船机帮;仅代表作者观点,不代表中国海员之家立场。其真实性及原创性未能得到中国海员之家证实,在此感谢原作者的辛苦创作,如转载涉及版权等问题,请作者与我们联系,我们将在第一时间处理,谢谢!联系邮箱:cnisu@54seaman.com
 联系我们人工客服
联系我们人工客服


















 :1391995811
:1391995811


评论 (0人参与)