
散货船尾管单轴承轴系安装校中过程分析
发表于 2024-11-06 19:22
导读
散货船尾管前端无轴承支撑的单轴承轴系,相对于设置有前轴承的轴系,具有螺旋桨轴前端不易精确定位、中间轴承布置靠后等特点,增加了轴系安装校中的难度;
为满足美国 VGP 要求而使用可降解生物油、螺旋桨设计桨径偏大附加弯矩增加、主机降功率使用降低了主机运行转速等因素,容易引起尾管轴承高温;
若轴系安装校中结果较计算要求出现较大偏差,出现尾管后轴承高温的机率就会增加。
本文着重对尾管单轴承轴系的安装校中过程进行分析。
一、尾管单轴承轴系的基本组成
散货船尾管单轴承轴系,主要由:螺旋桨、尾管后密封装置、尾管后轴承、整体式尾管、螺旋桨轴、尾管前密封装置、中间轴、中间轴承、轴系接地装置组成,如图1所示。
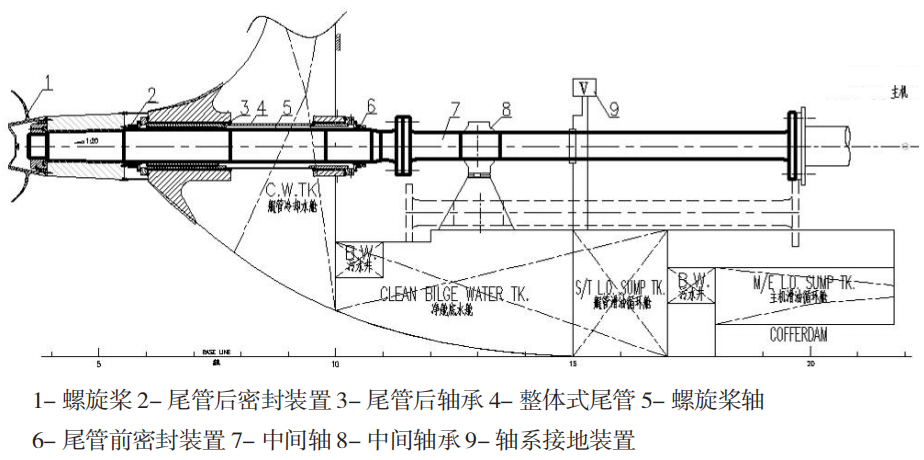 ▲图1 尾管单轴承轴系组成示意图
▲图1 尾管单轴承轴系组成示意图
二、尾管单轴承轴系的优缺点
(1)主要优点
① 相对于尾管设有前轴承的轴系,轴系刚性小,弹性相对较大,更能适应船体的变形;
② 在相同的船体变形量下,相对于尾管设前轴承的轴系,对轴承负荷影响较小。
(2)主要缺点
① 中间轴承高度方向的调整距离,对尾管后轴承与螺旋桨轴的相对倾角影响较大。
若调整幅度过大,会产生较大的边缘负荷;
② 增加了尾螺旋桨轴的定位难度,在轴前端需增加向下的压力,轴系安装工艺较复杂,工艺水平要求较高。
三、尾管单轴承轴系安装校中过程
1、安装校中主要步骤
尾管单轴承轴系的安装校中,各船厂根据实际建造工序和进度,具体步骤会有所差异,但涉及的工作内容和要求相同。
本司采用的安装校中步骤:
第一次拉钢丝线→第二次拉钢丝线、照光→浇注尾管环氧→安装螺旋桨轴→固定螺旋桨轴前端→安装尾管密封装置→安装螺旋桨→安装螺旋桨帽、防绳罩、渔网割刀等→尾管密封装置安装检查及尾管滑油系统加油→中间轴进舱→主机吊装→上建吊装→船舶出坞→按要求进行轴系校中、安装主机等设备。
2、安装校中过程
(1)第一次拉钢线
达到的船体建造条件后,通过精度控制部门设立轴系首尾基准点,布置光靶和拉钢丝线,基本确定轴系与船体基线的平行度;
检查轴系与舵系中心线的相交度;
初定主机位置、预估主机垫片的厚度, 划线、钻主机地脚螺栓孔;
初定中间轴承的位置及预估垫片厚度,焊接中间轴承基座。
(2)第二次拉钢丝线、照光
在第一次拉线的基础上,提高轴系和舵系中心线的精度;
检查和调整尾管位置,测量尾管定位后的轴
承斜度;
(3)浇注尾管环氧
根据具体部位的环氧垫片长度,采用分重力式或压力式浇注两种方式,在环氧厂家的指导下完成尾管环氧浇注,浇注完成后在环氧树脂前后端面涂上环氧密封胶,并存留环氧浇注试样;
焊装尾管的滑油透气和泄放管,检查尾管内部是否干净,对尾管内滑油透气和泄放管路的焊缝做密性检查;
重点检查尾管环氧树脂位置的密性;
(4)安装螺旋桨轴、螺旋桨轴前端固定、尾管密封装置
清洁尾管内部和螺旋桨轴外表面,检查尾管密封装置与螺旋桨轴的配合尺寸是否符合要求;
在螺旋桨轴前端焊接临时支撑,将尾管前密封装置套在螺旋桨轴上,将螺旋桨轴从机舱内塞入尾管内,放置到位后用临时支撑固定螺旋桨轴;
检查螺旋桨轴表面至尾管前端内孔机加工面的距离,通过调整轴系临时支撑,当螺旋桨轴表面距尾管前端内孔机加工面的距离相等时,固定螺旋桨轴;
检查螺旋桨轴与尾管后轴承之间的左右和底部间隙;
将尾密封装置套在螺旋桨轴尾端上;
螺旋桨轴完成定位后,配钻安装尾管密封装置的螺栓孔,安装密封装置;
(5)螺旋桨安装
对准螺旋桨与螺旋桨轴上的拂配标记,根据螺旋桨的压装程序进行螺旋桨安装;
安装完毕后做好液压螺母的防松动记号,并将螺旋桨压入量和起始压入数据,分别打在桨毂上;
(6)安装螺旋桨帽、防绳罩、渔网割刀
安装止动块、螺旋桨帽,并加注环保型润滑脂;
安装防绳罩和渔网割刀,渔网割刀与螺旋桨之间的间隙需按厂家图纸要求调整;
(7)尾管密封装置安装检查及尾管滑油系统加油
检查首、尾密封装置的安装长度;测量尾密封的下沉量;
进行密封装置的密性试验和尾管滑油加注;
(8)船舶出坞
建造状态达到下水状态后,船舶出坞。
螺旋桨轴前端下压力、轴临时支撑、称重位置布置示意图,如图2所示。
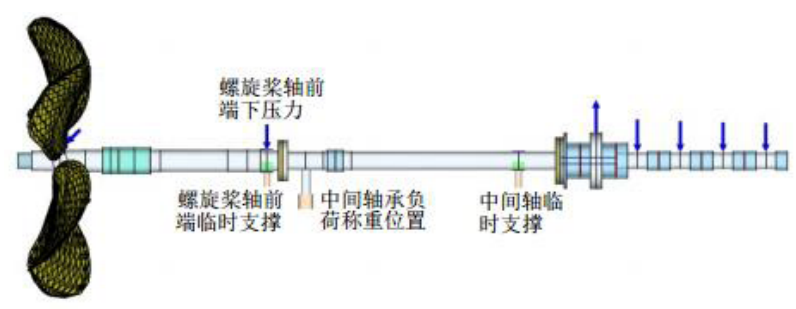
▲图2 轴系临时支撑、称重位置示意图
(9)船舶定位
下水后,首先检查螺旋桨轴有无移位;
根据校中计算书要求和船舶实际建造情况,调整船舶吃水,使螺旋桨浸深达到要求;
按校中计算书要求,在螺旋桨轴前端要求的位置向下施加下压力,观察螺旋桨轴是否可以向下移动与临时支撑脱离接触,使螺旋桨轴左右方向距临时支撑的距离相同,让螺旋桨轴自由置于尾管后轴承和临时支撑上;
调整中间轴承和临时支撑,使螺旋桨轴与中间轴连接法兰处的曲折和偏移值满足要求;
测量中间轴承底座与固定垫块的距离,确定中间轴承临时垫块的尺寸,并用临时垫块垫好中间轴承底座;
按主机要求,调整拐挡差;
调整主机的高度,使中间轴与主机输出端的连接法兰的曲折和偏移值满足要求;
拆除螺旋桨轴前端的下压力、临时支撑,让中间轴落在中间轴承上;
按照螺栓和螺栓孔的配铰编号安装轴系螺栓;
进行负荷称重,检查是否满足校中计算书的要求,若不满足则继续调整直到满足要求为止,将称重数据提交给主机服务商确认;
(10)安装中间轴承
根据最终轴系调整后的高度,测量中间轴承调整垫块的厚度,拂配调整垫块,配钻螺栓孔;
底角螺栓紧固前,检查中间轴轴颈位与中间轴承下轴瓦的间隙,并进行中间轴轴颈位与中间轴承轴瓦的着色检查;
(11)安装主机
焊接主机底部侧向和端部支撑座;
检查主机底座平面、主机基座平面的清洁状态;
按主机安装图中的布置范围,烧焊环氧浇注扁铁和布置环氧浇注海绵,按照要求浇注环氧,并浇注两块环氧垫片的试样;
环氧固化后,使用专用工具紧固主机底脚螺栓;
测量拐挡差;
安装主机端部和侧向支撑等。
3、注意事项
(1)尾管后轴承的斜度控制
螺旋桨轴与尾管后轴承在静态条件下的相对倾角,需小于0.3mrad。
若大于该值,通常采用斜镗孔的方法来调整轴承斜度;
部分轴承内孔采用双斜度的方案,让轴与轴承有更好的贴合度。
若尾管完成环氧浇注后,实际的尾管后轴承斜度与轴系校中计算要求不一致,会使螺旋桨轴与轴承的相对倾角不符合设计要求,增加船舶运营中的轴承高温风险,故尾管后轴承的斜度建议从轴承生产到轴系安装校中进行全过程监控:
① 轴承生产加工后,测量轴承斜度;
② 轴承发送到整体式尾管制作厂家后,测量轴承斜度;
③ 轴承压装到整体式尾管内后,在水平状态下测量轴承斜度;
④ 整体式尾管运送到船厂后,安装前测量轴承斜度;
⑤ 整体式尾管完成环氧浇注后,测量轴承斜度。
尾管完成环氧浇注后,两端固定,尾管中段与船体结构之间无连接,整体式尾管可转化为简支梁模型;
金属存在一定的弹性,在重力的影响下,尾管会有轻微的中拱下垂现象,对轴承斜度造成细微影响;
轴承压装时尾管尽量采用与船上相同的固定方式,仅两端固定支撑,尾管中段处于自由状态,尽量减小中拱下垂现象对轴承斜度的影响。
(2)螺旋桨轴前端固定、下水前位置标定、下水后位置检查
① 在轴系未连接时螺旋桨轴前端无支撑,轴系校中计算时会考虑在螺旋桨轴前端设立临时支撑;
但在静止状态下,不具备尾管双轴承可让螺旋桨轴始终保持在尾管正中位置的特点;
当螺旋桨轴完成定位,考虑船舶下水后,在轴系校中过程中必须严格按照从船尾方向往船首方向调整法兰的曲折和偏移 , 且不能往任何方向移动螺旋桨轴,否则会造成实际轴线发生偏离,很难达到理想的轴承负荷状态,不符合设计要求;
在螺旋桨轴安装和螺旋桨轴前端固定时,必需设置合适的临时支撑,该支撑需同时具备固定螺旋桨轴前端和调整螺旋桨前端上下左右位置的作用;
② 在船舶下水前,还需设立合适的检验标记,用于船舶下水后判断螺旋桨轴有无发生偏移,若有偏移需使用临时支撑将螺旋桨轴前端调回安装固定时的初始位置。
(3)中间轴承调整高度的控制
在安装校中定位过程中,主要通过调整中间轴承、临时支撑、主机的高度,来调整中间轴法兰与主机飞轮、中间轴法兰与螺旋桨轴法兰的曲折和偏移值,使主机轴承间隙、拐挡差、中间轴承和主机轴承负荷,满足轴系校中计算书要求,并将轴系最终的称重结果提交给主机服务商。
主机服务商不审核称重结果、中间轴承、临时支撑、主机的高度实际升高或降低的数值,而以中间轴承、主机轴承的称重负荷是否满足轴系校中计算书的要求为准,中间轴承的最终负荷,允许在计算值的基础上浮动 ±20%;
考虑中间轴承的调整高度会对尾管后轴承与螺旋桨轴的相对倾角影响较大的特点,在校中过程中务必监控中间轴承的实际调整高度,避免为满足轴承负荷而出现过度调整中间轴承高度的情况,且中间轴承负荷和调整高度尽量按校中计算书要求的值调整,减小轴承负荷的浮动量,用于判断校中结束后的实际轴线状态,使实际轴线状态尽量接近轴系校中计算书的理论轴系状态。
四、结束语
轴系的运行状态对船舶营运至关重要,这就要求船厂校中要从尾管单轴承轴系固有特点出发,优化尾管单轴承轴系校中过程,提炼校中过程控制要点,降低尾管单轴承轴系校中结果偏离设计要求的风险。
参考文献
[1] 杨世知,刘国立 . 浅谈应用环保润滑油情况下的尾管轴承高温现象 [J].船舶 , 2015.
[2] CCS. 钢质海船入级规范 [S]. 2021.
[3] 陈可越 . 船舶设计实用手册 - 轮机分册 [M]. 北京:中国交通科技出版社 , 2013.

原创作者系:
中船黄埔文冲船舶有限公司技术中心
郑 伟、刘 瑜 、张本宝、李 奎
免责申明:本文来自船机帮;仅代表作者观点,不代表中国海员之家立场。其真实性及原创性未能得到中国海员之家证实,在此感谢原作者的辛苦创作,如转载涉及版权等问题,请作者与我们联系,我们将在第一时间处理,谢谢!联系邮箱:cnisu@54seaman.com
 联系我们人工客服
联系我们人工客服


















 :1391995811
:1391995811


评论 (0人参与)