
某主机气缸盖裂纹的船上自修和防范建议
发表于 2024-08-16 20:03
一、主机气缸盖裂纹
气缸盖是柴油主机燃烧室的主要部件工作条件恶劣,几何形状不规则,各部位厚度不均,温差较大,机械应力和热应力大、交变且分布不均,故障占柴油机故障总数的50%以上,最常见的是裂纹,尤其是老龄船。
例如某油轮,1994年建造,载重吨96000吨,MAN-B&W 6S70MCE长行程、高增压、直流扫气主机,额定功率10147kW ,额定转速76r/min,缸径700mm,行程2670 mm,锻钢气缸盖采用钻孔冷却,形状见图1。
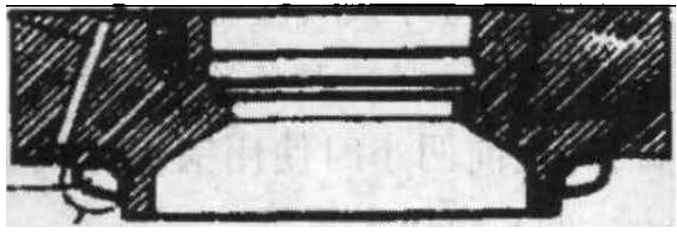 ▲图1 MAN B&W 6S70MCE气缸盖
▲图1 MAN B&W 6S70MCE气缸盖
2009年6月,该轮在巴西SAOSEBASTIAO 港装货时,主机例行检查发现No.4缸缸套内壁有流下的水迹,而活塞顶部没有存水。
分析认为,排气阀漏水一般是从气缸盖的中间漏到活塞顶部凹面上,而气缸盖漏水则沿其倒锥形火面四周流到气缸套内壁上,再顺着缸壁经过活塞环的间隙(二冲程柴油机活塞环间隙较大)流进扫气道内,从而判断不是排气阀漏水而是气缸盖裂纹和/或缸套裂纹漏水。
拆下该气缸盖注水试压,发现其火面有约20 mm长的裂纹漏水(见图1)。
换用船上仅有的一只备用气缸盖,上水试压检查确认缸套不漏水,开航。
按有关规定,船上应备有至少一个完好的主机气缸盖,否则船舶可能被滞留或限期纠正。
何况,若再发生气缸盖漏水又无备件,主机将无法正常运转。
该轮当时期租给巴西,短期内不能回国内,故请求公司安排当地厂家修理;
但因当地安排修理很不方便且费用高得惊人,公司指示船上自己解决。
基于现有资源和技术,经过认真研究,船员制定了自修焊接气缸盖的具体工艺方案,修复了裂纹的气缸盖。
现以MAN-B&W 6S7OMCE主机为例介绍修理方法,敬请指正,或可参考。
二、船上自修主机气缸盖裂纹的方法
(1)拆解
裂纹的主机气缸盖,拆除全部固紧螺栓和附件。
拆下液压拉伸器以免修理因高温损坏其密封圈。
(2)施工准备
★清除油污。
★在安全动火区域(最好是工作间)。
★倒置在平坦且下面有支撑梁处,下垫多层岩棉和玻璃丝布(或陶瓷纤维布)并足以包裹整个气缸盖。
★海况尽量好,以防船舶摇摆影响焊接质量。
(3)预处理
裂纹的位置,多在冷却水腔内钻孔的边缘。
①裂纹处(用手持砂轮机)打磨出“V"型坡口
★坡口深度直到冷却水腔(一般约20 mm);
坡口长度等于或稍大于裂纹长度;
坡口两端打磨成圆角过度(作用同止裂孔)以避免应力集中使裂纹延伸。
★打磨,冷却水侧长度约为火面侧的2~3倍(通常水侧裂纹长度2~3倍于火侧,例如火面裂纹长20mm,冷却水侧可能长达50mm)。
★打磨坡口期间,需用着色法探伤两到三次,以便找准裂纹位置(防止坡口磨偏)和确认裂纹已全部磨掉。
② 预热
打磨好“V”型坡口后,施焊前预热气缸盖,重点是坡口周围。
坡口处达到150~200℃后才能电焊修补。
简易有效的加热方法,是同时使用两把气焊枪或喷灯。
(4)焊接
★逐层焊补,一般需焊补5~6层,直至填满“V”型坡口并略高出气缸盖火面。
每焊补一层后,需彻底清理焊渣;
焊补下一层前需重新预热气缸盖(满足锻钢材料对焊补温度的要求)。
★焊条,选用低氢高强度焊条(例如日产KOBELB-52,NITTETSU L-55等)。
鉴于坡口呈V形,最初焊补的2~3层,焊条直径选择2.6 mm即可;
后续的焊补,焊条直径可大些,3.2 mm为宜。
★电流,Ф2.6mm焊条,160~170A;
Ф3.2mm焊条,220~230A;
可视焊机功率和焊线长稍作调整。
★焊补的同时,至少两人用手锤连续敲打整个气缸盖的周边,重点是焊口100mm附近(但不要直接敲打焊补处),以便消除焊接处热应力集中,同时注意不要碰到气缸盖的密封面。
总之,要确保焊条与坡口周围原材料的良好熔接,防止夹渣和气孔,还要防止焊接处热应力集中。
(5)焊补后处理——保温
焊补完毕,立即用干燥的耐火土覆盖焊口位置,再用气缸盖下铺垫的绝热材料包裹整个气缸盖,保温,自然冷却,若可能关闭焊接作业附近的风门。
保温时间视具体情况,最好待焊补处温度降至100℃以下。
(6)整理和试验
保温结束后,用手持砂轮机打磨焊缝至平整;
水压试验0.7 MPa,不漏即可投入使用或作为备用。
本人两次用这种方法,效果都不错,修复的气缸盖可长时间使用。
三、主机气缸盖裂纹的原因和防范建议
主机气缸盖裂纹的原因和防范措施,主要有主机负荷高或骤变、冷却不良、安装不当等三方面。
1、主机负荷
主机负荷过高或骤变,对气缸盖的损害最大,由此导致的气缸盖裂纹也最常见。
主机负荷过高,气缸内最高压力过大和最高温度过高,则气缸盖的热应力和机械应力增加,若超过许用范围,气缸盖就会产生微裂纹并逐渐扩大。
此外,若缸内温度高于材料“蠕变"温度,也会因“蠕变”产生裂纹。
主机负荷骤变,气缸盖的触火面温度骤升,而冷却面温度升高较慢,二者温差加大,气缸盖会因热应力过大而产生裂纹。
此外,气缸盖承受的压力和温度是交变的,使用日久,“热疲劳”也会使气缸盖裂纹。
防范建议:
★正常情况,主机加减速严格按照主机说明书的要求操作。
例如,驾驶台遥控主机,“港速”与“海速”转换使用自动程序加减负荷(主机转速自动每二分钟增减一转)。
★进出港机动操纵,尤其是浅水道、狭窄水道或船舶转向,严密监视防止主机超负荷,必要时轮机长请求船长同引航员协商。
2、冷却
以下三种冷却不良易导致气缸盖裂纹。
(1)冷车状态起动
冷车状态,主机不暖缸或副机暖主机,气缸盖火面与水面温度一致。
冷车状态起动,火面温度骤升,而水面温度上升缓慢,两侧温差大,气缸盖热应力大,多次这样操作易导致气缸盖裂纹。
防范建议,避免冷车起动,若副机暖缸温度不够高,开航前两小时使用锅炉蒸汽暖缸。
(2)冷却水不足
冷却水流通不畅(例如泥沙沉积,或水处理药量不足通道内生成大量水垢),水流量减少,传热效果变差,主机高负荷时水温过高,致气缸盖过热产生裂纹。
防范建议:
规范冷却水处理,避免通道内泥沙沉积或/和结垢和生锈;
定期检查清洗冷却水通道,等。
(3)热主机突然通入大量冷却水
冷却水不足导致主机过热,又贸然通入大量冷却水(例如检修后未打开冷却水阀主机高温,贸然打开冷却水阀),水面温度骤降而火面降温慢,可能导致气缸盖裂纹。
防范建议:
冷却水不足导致主机过热时,先主机降速、停车,然后盘车,待主机自然冷却后再通入冷却水。
以上三方面,只需要轮机员充分理解并负起责任。
3、安装——缸盖螺栓预紧力
安装气缸盖时,紧固螺栓的预紧力过大或不均,则气缸盖机械应力过大,应力集中的部位易产生裂纹。
这种情况多见于老式主机,现代主机气缸盖紧固螺帽大多使用液压拉伸器紧固,只要液压符合说明书的规定,一般不会出错。
防范建议:
★用液压拉伸器上紧气缸盖紧固螺帽要防止各螺栓受力不均,液压压力要严格按照说明书的规定;最后上紧时最好由同一个人使用同一个扳手,严禁用榔头敲击扳手。
★若使用空气扳手或其他扳手上紧,应最少分三次对角交叉顺序上紧,力求各螺栓上紧力矩相同。

原创作者系:
大连远洋运翰公司 杨军方 轮机长
免责申明:本文来自船机帮;仅代表作者观点,不代表中国海员之家立场。其真实性及原创性未能得到中国海员之家证实,在此感谢原作者的辛苦创作,如转载涉及版权等问题,请作者与我们联系,我们将在第一时间处理,谢谢!联系邮箱:cnisu@54seaman.com
 联系我们人工客服
联系我们人工客服


















 :1391995811
:1391995811


评论 (0人参与)