
MAIB事故报告——燃油过滤器中蜡沉淀导致锅炉爆炸
发表于 2017-07-19 20:11
本文来自:Tianjin FSC
近期,随着排放控制区的施行,全球船舶在执行更严格的硫排放限值后,低硫馏燃料的使用对船东的安全意识和船舶操作技术的要求也随之增加,今天,将带大家了解一起MAIB事故案例报告,希望对有关方有所启示。
英国海上事故调查局(MAIB)安全公告
2017年1月19日
英国费利克斯托集装箱码头
集装箱船“曼哈顿桥”轮上
辅助锅炉爆炸
造成一人死亡,一人重伤

图1:“曼哈顿桥”轮
背景
2017年1月19日约2304时,日本籍集装箱船“曼哈顿桥”轮(如图1)在英国费利克斯托的一个集装箱码头靠泊时,机舱发生辅助锅炉爆炸。当时,该轮大管轮和加油工正在调查一个锅炉熄火警报,两人被爆炸所伤。加油工严重受伤,爆炸后不久死亡。大管轮脸部和右臂遭受烧伤,需要皮肤移植。
日本运输安全委员会(JTSB)正在对事故的原因和情况进行全面调查,并将根据国际海事组织《事故调查规则》适时公布调查结果。英国海上事故调查局(MAIB)将检查员派到费利克斯托进行初步事故现场调查。MAIB根据检查结果发布了此安全公告,旨在提高初始锅炉熄火相关事项的安全意识。
事故发生原因
“曼哈顿桥”轮在事故发生前几天一直在北海硫氧化物排放控制区(SECA)航行。为符合国际排放标准1,辅助锅炉燃料曾由重燃料油(HFO)转为船用轻柴油(MGO)。MGO在鹿特丹装载,被宣称符合ISO 8217:2005——“石油产品”—— “燃料(F级)”——“海洋燃料规范”中规定的质量标准。
在事故发生前的几个小时内,辅助锅炉由于熄火或点火失效而多次被中止,大管轮每次都会检查故障并重启锅炉。一次熄火锅炉中断后,当大管轮和加油工想重启锅炉燃烧装置时,发生了爆炸。爆炸炸开了锅炉燃烧装置入口(如图2),把燃烧装置的空气扩散器炸进了机舱(如图3)。加油工当时就站在燃烧装置的正前面,大管轮站在旁边。
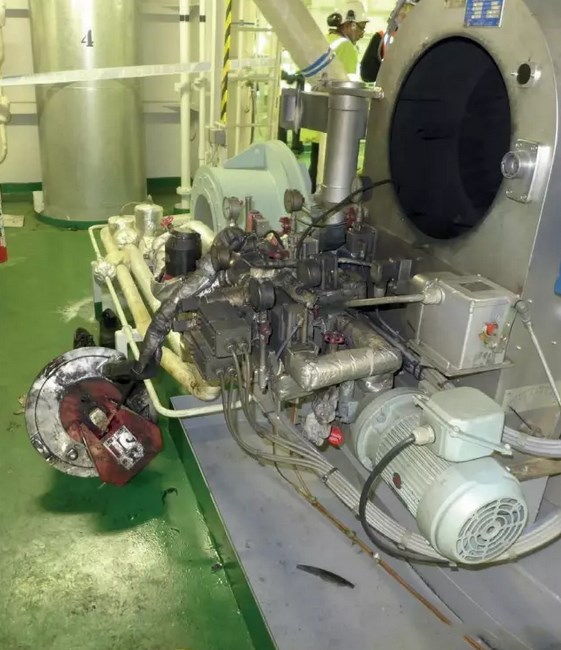
图2:锅炉和燃烧装置

图3:空气扩散器
初步发现
事件发生后,燃烧装置制造商对锅炉燃料系统进行了检查,确定了供油过滤器中蜡质沉积物的积聚,足以限制燃油流量(如图4)。在事故发生时燃烧的MGO样品由MAIB采集并送到实验室进行分析。样品按照最新ISO 8217:2017标准中规定的规格进行测试,包括浊点(CP),冷滤点(CFPP)和倾点(PP)测试。
试验发现燃料的CFPP为14℃,PP小于零下9℃,燃料运行温度最低为15℃。2017年1月19日,费利克斯托的周围空气温度约为4°C,温度低地足以形成蜡。因为测试样品的外观很暗,这是由于在系统管道中残留的HFO沉积物与MGO的混合造成的,所以燃料的CP无法测出。
![@TGZ}$Q)08X20JVB]$~C`$E_副本.jpg](/Uploads/Editor/Picture/2017-07-19/596f4c4a099eb.jpg)
图4:燃油管道过滤器中的蜡质沉积
安全问题
行业报告显示,在执行更严格的硫排放限值后,较冷水域的锅炉和船用柴油机性能问题的发生率增加。这是由于在一些低硫馏燃料(MGOs)中发现的石蜡含量有所增加,并随着燃料温度下降而形成蜡沉积物或晶体。由于过滤器和管道中的蜡沉积导致的燃料流量受限,可能会导致间歇性和不完全燃烧,从而导致熄火。
由于原油的区域性组成和炼油工艺的不同,MGO的石蜡含量在全球范围内有所不同。馏分燃料打蜡过程有三个可测量的阶段:这些阶段是CP,CFPP和PP。 第一可识别阶段CP被定义为蜡晶体在燃料中开始可见地形成,并且此时透明的燃料变得混浊或模糊时的温度。 CFPP是在规定时间(60秒)内,特定体积的燃料由真空抽动,通过标准过滤器(45微米)仍然继续流动的最低温度。PP是冷却时燃料继续流动的最低温度。PP不能暗示任何过滤问题可能发生的温度。
在2017年3月之前,ISO 8217标准经常用于航运业,作为预定和测试燃油油舱的标准,ISO 8217关注PP,但不包括CP或CFPP的测试规范。因此,“曼哈顿桥”在鹿特丹装载的MGO没有接收过CP或CFPP测试。
安全警示
船舶经营人在购买低硫MGO时必须仔细考虑航程中将会遇到的周围空气和海洋温度。 同时必须利用这些信息,使用CP和CFPP作为关键指标来确定所用燃油所需的冷流特性。
如果无法操作,则应通过样品测试建立船上运载的燃料的CP和CFPP。
当船舶在寒冷的气候下运行时,燃油管线中发生蜡质残渣的风险可以通过以下方式控制:
1. 密切监测低硫MGO舱的视觉外观,观察蜡沉淀迹象。
2. 定期进行燃油滤清器检查并密切监测燃油系统的压力。
3. 将船舶舱室和管道中低硫MGO的温度保持在CP和CFPP温度以上,以避免过滤器堵塞的可能性。
迫不得已时,才能在供应商的严格指导下,在储油罐中向低硫MGO添加冷流改进剂的化学品。
关于MGO的更多冷流属性的具体指南请登录国际内燃机委员会(CIMAC)网址www.cimac.com获取。
报告英文原文如下:
BACKGROUND
At about 2304 on 19 January 2017, an auxiliary boiler furnace explosion occurred in the engine room on board the Japan registered container ship Manhattan Bridge (Figure 1) as it was berthing alongside a container terminal in Felixstowe, England. Manhattan Bridge’s second engineer and an engine room oiler were investigating a boiler flame failure alarm at the time and were caught by the blast. The oiler suffered severe injuries and died soon after the explosion. The second engineer suffered burn injuries to his face and right arm, which required a skin graft.
The Japan Transport Safety Board (JTSB) is conducting a full investigation into the causes and circumstances of the accident and, in accordance with the IMO Casualty Investigation Code, will publish its findings in due course. The UK Marine Accident Investigation Branch (MAIB) deployed inspectors to Felixstowe to conduct an initial accident site investigation. Its findings have prompted the MAIB to publish this safety bulletin, which is designed to raise awareness of a safety issue that might be linked to the initial boiler flame failures.
EVENTS LEADING UP TO THE ACCIDENT
Manhattan Bridge had been operating in the North Sea Sulphur Emission Control Area (SECA) for several days prior to the accident. In order to comply with international emissions control standards1, the auxiliary boiler fuel supply had been switched from heavy fuel oil (HFO) to marine gas oil (MGO). The MGO was loaded at Rotterdam in November 2016 and was declared as meeting the quality standards set out in ISO 8217:2005 – Petroleum products – Fuels (class F) - Specifications of marine fuels. In the hours leading up to the accident, the auxiliary boiler had cut out several times due to flame or ignition failures, and on each occasion, the fault was investigated and the boiler reset by the second engineer.
The boiler explosion occurred while the second engineer and the oiler were trying to restart the boiler burner unit following a flame failure cut-out. The force of the explosion blew open the boiler burner unit door (Figure 2) and propelled the burner’s air diffuser into the engine room (Figure 3). The oiler was standing directly in front of the burner unit and the second engineer was close by.
SAFETY ISSUE
Industry reports indicate an increased incidence of boiler and marine diesel engine performance
problems in colder waters following the implementation of the more stringent sulphur emissions limit. This has been attributed to the increased paraffin content found in some low sulphur distillate fuels (MGOs) and the subsequent formation of waxy deposits or crystals as the fuel temperature falls. Restricted fuel flow due to wax deposits in filters and pipework can cause intermittent and incomplete combustion to the point of flame failure.
The paraffin content of MGOs varies globally due to the regional composition of crude oil and variation in refinery processes. There are three measurable stages in the waxing process for distillate fuels; these are CP, CFPP and PP. The first discernible stage, CP, is defined as the temperature at which wax crystals start to visibly form in the fuel and a transparent fuel becomes cloudy or hazy. The CFPP is the lowest temperature where the fuel of a set volume, drawn, by vacuum, through a standardised filter (45 micron) within a specified time (60 sec) still continues to flow. The PP is the lowest temperature at which the fuel will continue to flow when cooled. The PP does not provide any indication of the temperature at which filtration issues may occur.
Prior to March 2017, the ISO 8217 standard, often used by the shipping industry as the baseline specification when ordering and testing fuel oil bunkers, focused on PP and did not include test specifications for CP or CFPP. As a consequence, the MGO loaded on board Manhattan Bridge in Rotterdam was not subject to CP or CFPP testing.
SAFETY LESSONS
It is essential that vessel operators carefully consider anticipated ambient air and sea temperatures that will be experienced during the voyage when purchasing low sulphur MGO bunkers. Such information should be used to identify the required cold flow characteristics of the fuel being supplied using CP and CFPP as key metrics. When this is impractical, it is important to establish the CP and CFPP of the fuels carried on board through sample testing.
When operating in cold climates, the risk of waxy residue developing in the vessel’s fuel lines can be controlled by:
1.Closely monitoring the visual appearance of low sulphur MGO bunkers for signs of wax precipitation.
2.Conducting regular fuel filter inspections and close monitoring of fuel system pressures.
3.Maintaining the temperature of the low sulphur MGO in the vessel’s tanks and pipework above the CP and CFPP temperatures to avoid the possibility of filter blocking.
The addition of cold-flow improver chemicals to the low sulphur MGO in the vessel’s storage tanks should only be considered as a last resort under the strict guidance of an additive supplier.
More detailed guidance2 on the cold flow properties of MGOs can be found on the International Council on Combustion Engines (CIMAC) website: www.cimac.com.
 联系我们人工客服
联系我们人工客服


















 :1391995811
:1391995811


评论 (0人参与)