
某柴油机起动电马达铣齿故障排查与分析
发表于 2024-10-14 22:20
导读
某电源车用柴油机配置了双电马达进行起动。
两台电马达由同一组蓄电池供电,其控制信号采用同一接触器进行驱动。
在柴油机起动时,两台电马达同时工作起动柴油机。
某次试验中柴油机在起动过程中出现异响,试验人员立即停机,通过飞轮壳的观察孔进行观测。
发现飞轮盘齿圈上的所有齿都发生了铣齿现象,故障发生时柴油机累计运行586小时。
一、故障现象
为了定位铣齿故障原因,在故障发生后,对故障柴油机起动系统相关零部件进行了检查。
具体如下:
(1)对故障电马达进行拆卸,拆下后发现小齿轮所有齿均已铣齿,见图1。
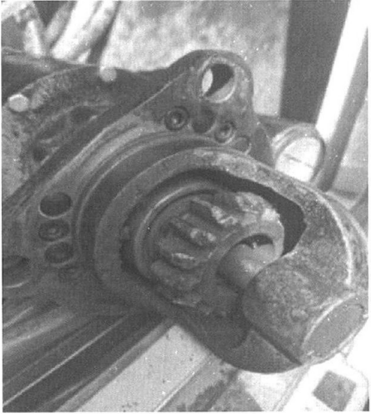
▲图1 起动电机铣齿
用手晃动齿轮,发现齿轮轴向径向间隙非常大。
初步判断起动马达内部已经失去定位。
(2)另一台起动马达齿形完好,无磨损现象,齿轮上未见碎屑。
(3)检查起动马达连接线路,无松动、脱落等故障。
(4)检查飞轮齿圈,未见锈蚀痕迹,所有齿均发生铣齿现象,见图2。

▲图2 飞轮齿圈铣齿
(5)检查起动马达支架与飞轮壳固定螺栓,未见松动。
二、故障可能原因分析
通常,导致起动马达铣齿的可能因素有以下几个方面。
齿轮齿圈不匹配:
一对齿轮在啮合的过程中,两个齿轮的表面需要接触并承受载荷,如果齿轮表面硬度不够则容易使齿轮被破坏(磨损、断裂等)。
啮合端面间隙超差:
当起动马达单向器小齿轮与飞轮齿圈间隙过大时,主触点闭合过早,在单向器驱动齿轮未啮合飞轮齿圈时,主电路即导通,起动马达加速运转,驱动齿轮在加速运转状态下与齿圈啮合,导致两齿碰撞而不能啮合。
当起动马达单向器小齿轮与飞轮齿圈间隙过小时,会造成通电偏迟,使单向器小齿轮与飞轮齿圈发生严重顶齿,单向器驱动的齿轮不能与飞轮齿圈顺利啮合(啮合不到位),从而在起动马达高速旋转时出现严重铣齿现象。
飞轮齿圈与起动马达平行度超差:
平行度偏差影响侧隙大小和载荷分布的均匀性。
双马达起动不同步:
一台马达啮合成功。
带动飞轮齿圈高速旋转,导致另一台起动马达不能有效啮合。
操作问题:
柴油机起动时,如果出现起动误操作,比如当起动不成功飞轮未完全停止转动时,再次按下起动按钮。
会使起动马达齿轮与飞轮齿圈在啮合瞬间冲击力异常变大,导致齿圈打齿。
起动马达故障:
引起铣齿故障的因素通常包括电气故障、拨叉松动、单向器故障等。
三、故障定位
为了定位故障原因,对导致起动马达铣齿的可能因素逐一排查。
1、齿轮齿圈不匹配排查
齿轮齿圈均为成熟设计,固化后的状态无改动。
故障发生后对故障小齿轮及齿圈进行检测,小齿轮表面硬度、心部硬度、渗碳淬火层深、渗层组织、心部组织以及化学成分均符合20CrMnTi渗碳钢的相关要求,检测结果见表1。
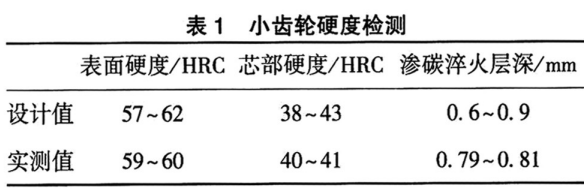
齿圈化学成分及硬度等指标也符合45样钢相关要求。
可排除齿轮齿圈不匹配导致故障发生的因素。
2、啮合端面间隙排查
起动马达端面间隙要求值为4±1mm,因起动马达齿轮及飞轮齿圈发生铣齿现象,端面间隙已无法复测.查装配检测记录端面间隙约4.2mm。
复查起动马达连接螺栓无松动,齿轮和齿圈端面无破损及污物,可基本排除啮合端面间隙不合适的因素。
3、齿轮齿圈不平行排查
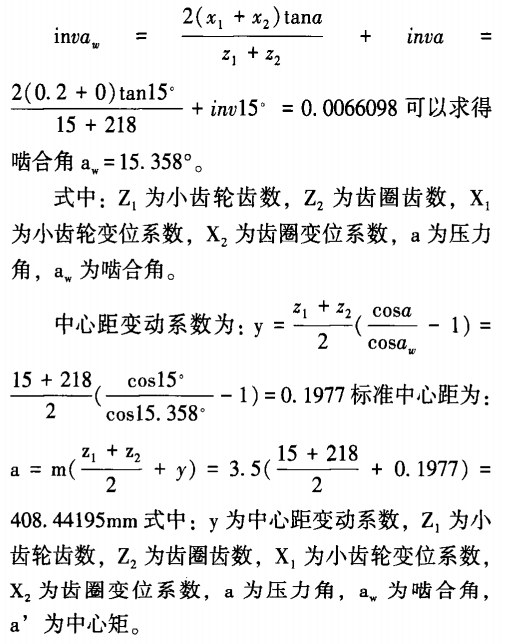
啮合侧隙要求值为0.7—1.2mm,通过控制小齿轮与齿圈的中心距来保证,柴油机飞轮齿圈和起动马达小齿轮参数见表2。
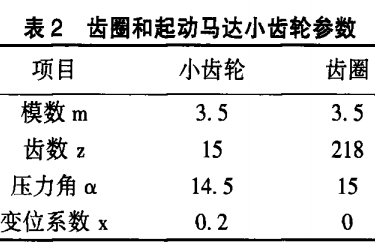
中心矩a’的设计值为410.05±0.05mm,通过以下计算过程计算出啮合侧隙的大小。
理论中心距计算过程如下:
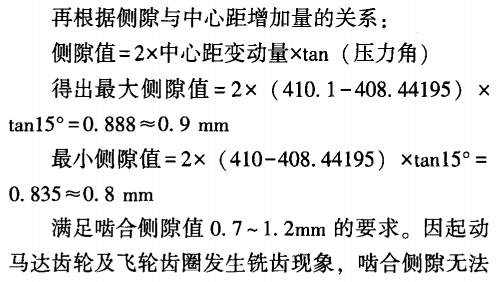
复测。
排查装配记录得知啮合侧隙为0.86mm,满足要求,可基本排除齿轮齿圈不平行的因素。
4、双马达起动不同步排查
柴油机双起动马达共用一个耐震继电器。
该继电器安装在中冷器上面,距离起动马达很近,避免了距离远会使控制信号压降的问题,确保两台马达电磁开关输入相同的电信号(同时给电,电压相同)。
接到起动信号起动马达的电磁开关得电,动铁心开始动作,使拨叉动作,推动单向器小齿轮前进入齿,直到小齿轮啮合到位时,电磁开关接通主电流,马达从静止开始转动,输出转速和转矩。
通过起动曲线原始数据可知。
主电源接通上升到最大电流值时间为0.019秒和0.022秒,即主电源接通后起动机输出转矩从发动机静摩擦力到动摩擦力的时间分别为0.019秒和0.022秒。
两台起动马达从输入电信号到接通主电流的时间差为0.003秒,仍在克服发动机静摩擦力时间范围内。
故共用一个继电器时双台电机是几乎同步的。
可排除因双马达起动不同步导致故障发生的因素。
5、操作问题排查
根据现场反馈,小齿轮铣齿故障发生前柴油机处于完全静止状态,且在起动前检查起动马达。
确认连接电缆无松动、脱落,固定螺栓无松动,齿圈表面无锈蚀、脏污,小齿轮表面无锈蚀、脏污,柴油机可正常盘车。
由于操作问题导致故障发生的因素可排除。
6、起动马达故障排查
起动马达开关线圈短路、回位弹簧力不合格、动铁芯卡滞等故障会导致小齿轮不回位。
为了排除起动马达开关故障的因素,对故障电马达进行空载检测,小齿轮可动作,始吸电压为10.1V,释放电压为3.1V。
开关检测数据见表3,故可排除由起动马达电气故障、弹簧故障、动铁芯卡滞导致故障发生的因素。

随后拆卸起动马达并进行检查。
发现单向器垫圈碎裂。
垫圈位置见图3。
▲图3 起动马达中的垫圈位置
将碎裂垫圈送检,垫圈化学成分合格,垫圈渗碳层深的技术要求值为0.20~0.40mm,实测值为0.45mm,说明渗碳层不合格。
同时对关联故障件花键轴、小齿轮、移动衬套进行复检,均合格。
为了确定单向器垫圈碎裂为关联故障还是根本故障,进行以下分析。
垫圈径向定位:
垫圈内径与花键轴外径配合,垫圈外径与外壳内径配合,小齿轮另一端外径与外壳内径配合。
当垫圈破碎后,外壳径向跳动影响小齿轮另一端的外径。
垫圈轴向定位:
垫圈一端靠花键轴轴肩定位,另一端和橡胶垫一起靠外壳内端面定位,当垫圈破碎后,单向器壳与花键轴轴向产生松动。
即小齿轮窜动量增大3.6~3.7mm。
单向器垫圈作用:
垫圈是用来固定单向器壳与花键轴的,当垫圈破裂后,单向器壳与花键轴轴向产生松动,窜动量增大3.6~3.7mm,同时单向器壳也失去径向定位。
而由于小齿轮是靠单向器壳与花键轴定位的,小齿轮也失去轴向和径向定位,起动马达人齿失效。
单向器垫圈冲击力计算:
齿轮线速度与齿轮转速呈正比关系。
即线速度=转速×周长,齿轮线速度一般是指分度圆的线速度。
线速度公式为V=D×Π×n。
式中,D为分度圆直径;n为转速。
通过查看起动机外形图可知,齿轮分度圆直径为52.5mm。
起动机转速为7000r/min,可知齿轮线速度V=D×Π×n=52.5÷1000×3.14×7000÷60≈19.23m/s。
根据冲击力计算公式Ft=mv可推导,垫圈在起动瞬间承受的冲击力F=mv/t,力的单位是N,质量单位是kg,速度单位是m/s,时间单位是s。
其中起动机单向器的质量m=1.6kg,齿轮线速度v=19.23m/s。
查阅起动曲线原始数据可知,起动机齿轮与发动机齿圈瞬间接触时间t=0.0008s,所以垫圈在起动瞬间承受的冲击力F=mv/t=1.6×19.23÷0.0008=38460N。
通过垫圈对比静态破坏性测试发现。
单向器垫圈渗碳层深度不合格,脆性增大,渗碳层深度超深0.04mm时能承受的冲击力为37546N,渗碳层深度超深0.08mm时能承受的冲击力为33883N。
计算结果表明,单向器垫圈在起动瞬间承受的冲击力已超过不合格品的承受极限,存在破裂的风险。
因此,可确定单向器垫圈渗碳不合格为此次故障的根本原因。
四、故障确认及解决
起动前,小齿轮与飞轮齿圈保持一定距离。
按下起动按钮后,起动机单向器在拔叉带动下往前移动,如遇到顶齿,小齿轮在螺旋花键的作用下会发生小角度旋转,使小齿轮顺利入齿。
起动机小齿轮伸出19mm时,开关主触点接通,起动机提供大扭矩,带动飞轮旋转,完成发动机起动。
单向器伸缩轨迹见图4。

▲图4 单向器伸缩轨迹
起动马达通电后,转子旋转,扭力的传递过程为:
转子主轴一螺旋花键轴一螺旋花键套一小齿轮,再由小齿轮拖动发动机齿圈工作。
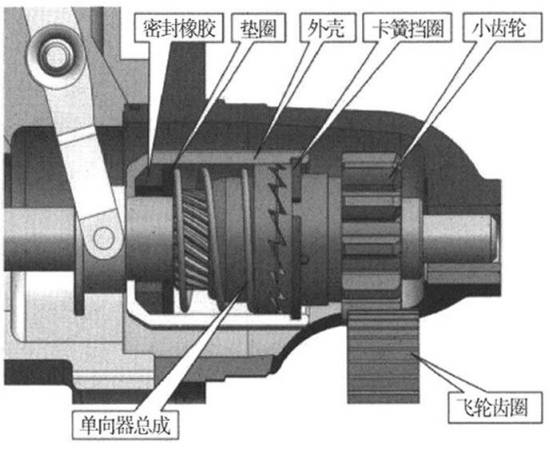
起动马达单向器打出过程轴向力的传递过程为:
电磁开关吸合力-拨叉-外壳-密封橡胶-垫圈-螺旋花键套-小齿轮。
小齿轮伸出长度约19mm时主触点接通带动发动机旋转时轴向力的传递过程为:
发动机飞轮齿-小齿轮-卡簧挡圈-外壳-密封橡胶-垫圈。
发动机成功起动后,起动马达小齿轮因垫圈破裂失去轴向和径向定位产生机械卡滞不能完全复位。
小齿轮被发动机飞轮齿圈长时间高速反拖,小齿轮上的铜套磨损快,小齿轮径向窜动增大,导致齿轮中心距的改变和啮合长度的改变,引发了小齿轮与飞轮齿圈铣齿,单向器壳变形,以及端盖内腔与单向器壳干涉摩擦等现象。
从啮合痕迹看,啮合痕迹均匀,啮合痕迹长度比理论值长约3.7mm,与垫圈破裂小齿轮窜动量增大3.6-3.7mm的理论值相符。
更换合格垫圈后再次起动电机,发现柴油机起动正常,未再发生类似故障。
为杜绝类似故障发生,操作人员应加强起动前及停机后对起动马达的检查工作,确保起动马达齿轮处于回位状态。
如一次起动不成功,应关闭起动马达直流电源,检查起动马达,排除起动失败原因方可再次起动。
对双起动电机来说,若发生一台起动电机故障且无法排除故障的情况,可采取断开故障起动电机控制开关接线端,单一起动电机应急起动等措施。
五、结论
柴油机在某次试验中的起动过程中出现异响,试验人员立即停机。
通过飞轮壳的观察孔进行观测。
发现飞轮盘齿圈上的所有齿都发生了铣齿现象。
通过对发动机齿轮齿圈、发动机起动时间及操作问题等方面进行了排查。
确认垫圈质量不合格是造成故障的根本原因,在发动机起动瞬间垫圈承受的冲击力达到38460N,超过其承受极限。
更换合格的垫圈后再次起动发动机,故障未再发生。
参考文献
[1]孙业保.车用内燃机[M].北京:理工大学出版社,1997,(10):168—172.
[2]顾志军.柴油机无法启动的原因分析及排除方法[J].现代农机,2018,(5):52—53.
[3]曹伟剑.3508B型发动机起动马达故障分析及对策[J].内燃机与配件,2021,(7)
原创作者系:
河南柴油机重工有限责任公司
张金花、王会良、黄大生、衡延杰、韩魁勇
免责申明:本文来自船机帮;仅代表作者观点,不代表中国海员之家立场。其真实性及原创性未能得到中国海员之家证实,在此感谢原作者的辛苦创作,如转载涉及版权等问题,请作者与我们联系,我们将在第一时间处理,谢谢!联系邮箱:cnisu@54seaman.com
 联系我们人工客服
联系我们人工客服


















 :1391995811
:1391995811


评论 (0人参与)